-

深圳市国恒新材料科技有限公司
主营:热缩管,耐高温绝缘套管,硅胶管,玻璃纤维管,四氟管生产厂家,热缩套管,绝缘套管,铁氟龙管,热缩管热缩套管,绝缘套管生产厂家

深圳市国恒新材料科技有限公司
主营:热缩管,耐高温绝缘套管,硅胶管,玻璃纤维管,四氟管生产厂家,热缩套管,绝缘套管,铁氟龙管,热缩管热缩套管,绝缘套管生产厂家 7
7
硅胶管的生产
1、混炼胶原料在双棍炼胶机中,加入双二四或铂金硫化剂或硅胶色母进行混炼,压成一层一层厚度均匀的硅胶挤出料。
2、在硅胶挤出机的机头安装合适的模具。然后用刀片将硅胶料划成一条一条的,方便从挤出机的入口进料。通过硅胶挤出机,挤出成型但是很软的硅胶管,将硅胶管放入8米长烘道,高温硫化。通过烘道出来的硅胶管就可以半成品了,然后用缠绕。
3、将缠绕的硅胶管放入烤箱中,普通硅胶180度,气相硅胶管200度,高温2个小时,进行二次硫化去除硅胶管上的异味、防止喷霜和变黄。
4、包装发货。
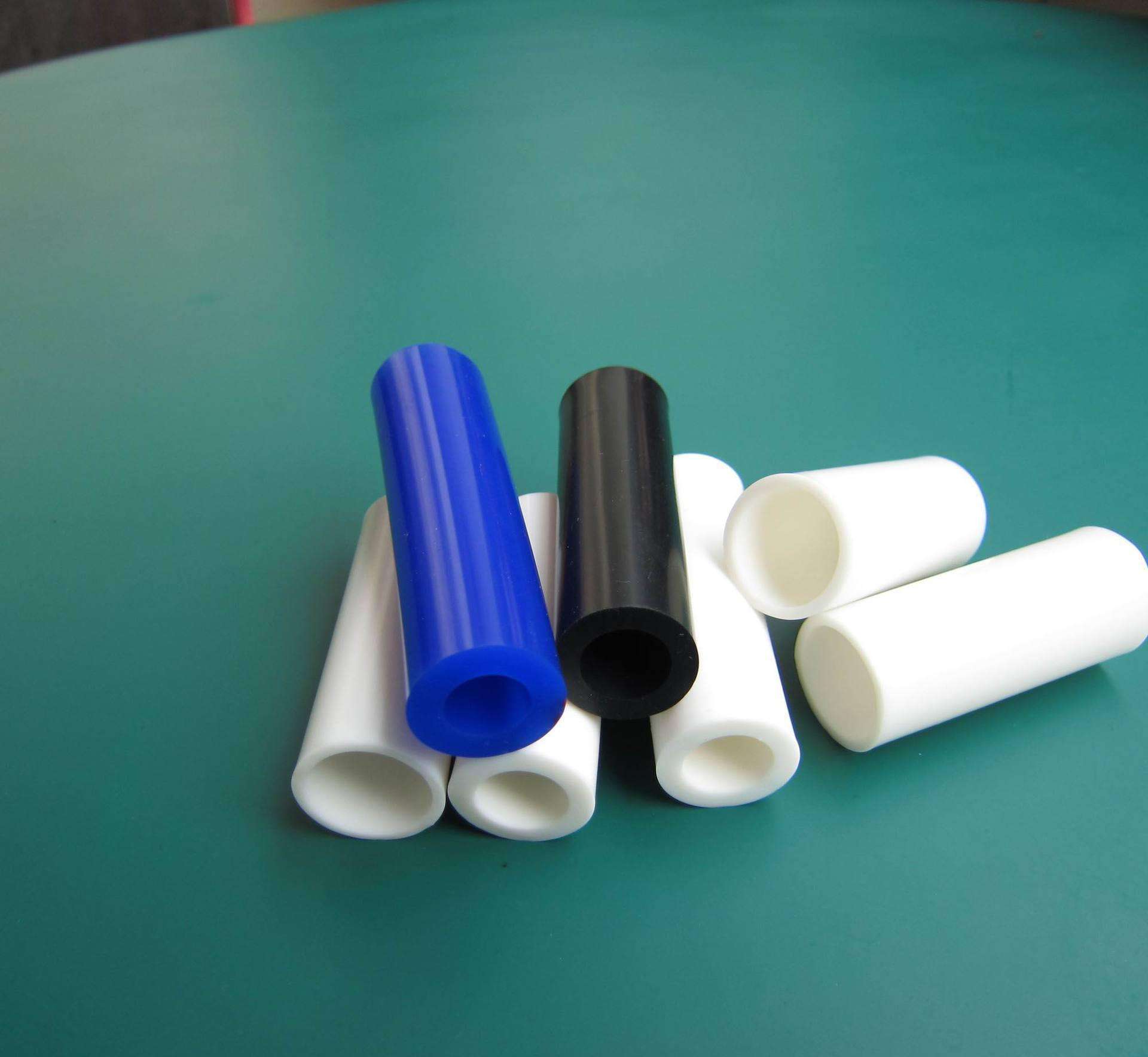
硅胶管外观和机械性能
与一些**热塑性塑料相比,**硅的透明度*好描述为“半透明”。这一结果是因为制作软管的**硅弹性体由**硅聚合物和无定形二氧化硅组成。由于这两种材料具有不同的折射率,并且没有特定混合法来使它们相配,因此所有硅胶管都是半透明的。
影响硅胶管公差大小的主要因素有哪些?
任何产品生产时都有公差的,这个公差与很多的因素有关。硅胶管生产也是一样的,下面就简单的介绍下影响硅胶管公差大小的主要的一些因素。
这种情况:由于机头温度的影响。
在相同的挤出条件下,如果机头温度过低,那么挤出硅胶套管的内径变大,则硅胶软管壁厚变薄;当挤出温度较高时,硅胶软管内径变小,则硅胶软管壁厚变厚。
*二种情况:由于挤出物料的熔点高低及流动性的影响。
物料的流动性能与温度有着密切的关系,随着温度的升高,物料表观黏度降低,流动性能好。当机头温度降低时,物料表观黏度较高,流动性能较差,强迫挤出使得机头压力加大,离模的管胚由于应力的解除而产生弹性回复,其膨胀程度也与之前所受压力成正比,同时物料较差的流动性使物料挤出较少,导致硅胶软管内径变大,则壁厚变薄。随着温度的逐渐升高,挤出物料在机头内流动性能得以改善,机头压力随之减小,离模管坯也因应力弹性回复量相应减少,挤出内径减小;另一方面,物料挤出量随流动性能的改善而增加,使硅胶软管管壁增厚。
*三种情况:不同的螺杆转速和牵引速度的影响。
在相同温度下,挤出的硅胶套管的管径和壁厚尺寸与螺杆转速和牵引速度有很大的关系。硅胶套管随着挤出速度的增大,它的内径会变大,管壁会变薄,机头温度越低时,这种变化就越明显。这主要是因为随着挤出速度的提高,虽然物料的黏度随剪切应力(剪切强度)的增加而降低,但由于硅胶熔体加工压力较高,伴随着挤出压力的增加,其黏度也有所提高,这时物料的流动性能在很大程度上取决于外界加热温度的大小。
硅胶管也是橡胶管的一种,耐油,耐热。橡胶管由于橡胶的种类不同有很多的应用,常用的橡胶管材料有EPDM,CR,VMQ,FKM,IIR,ACM,AEM等,常见结构有单层的,双层的,多层的,有增强的,无增强的等。
硅胶管厂家分享:这个问题其实很好解决的,就把这些硅胶管制品放在烤箱里二次硫化165度硫化6个小时,就没有了。总之,一次是失误不是问题,但是要在失误中吸取知识。
问题:硅胶管制品不耐酸碱是由哪些原因造成的?
回答:生产硅胶管时,如果采用劣质的硅胶原料就会导致硅胶制品出现不耐酸碱、不耐老化的现象;另外生产过程中加入大量的硅油也会使原本的可耐酸、耐碱、抗腐蚀硅胶分子因为大量的硅油而受到破坏,所以就会导致做出来的硅胶管产品失去抗氧化、耐酸耐碱等特性,失去原有的作用!