-

深圳市国恒新材料科技有限公司
主营:热缩管,耐高温绝缘套管,硅胶管,玻璃纤维管,四氟管生产厂家,热缩套管,绝缘套管,铁氟龙管,热缩管热缩套管,绝缘套管生产厂家

深圳市国恒新材料科技有限公司
主营:热缩管,耐高温绝缘套管,硅胶管,玻璃纤维管,四氟管生产厂家,热缩套管,绝缘套管,铁氟龙管,热缩管热缩套管,绝缘套管生产厂家 7
7
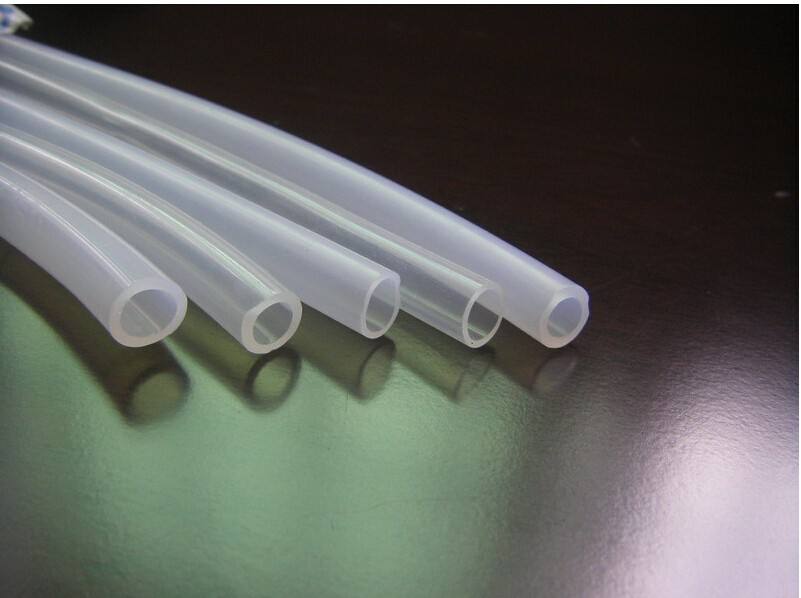
一般原材料硅胶都有一个存放期,它跟温度有很大的关系,如果是在20度左右的室温内,硅胶一般能储存三年。如果在35或40度以上的温度下储存,很可能不到一年硅胶就粘在一块了,所以尽量在规定的期限内使用硅胶管。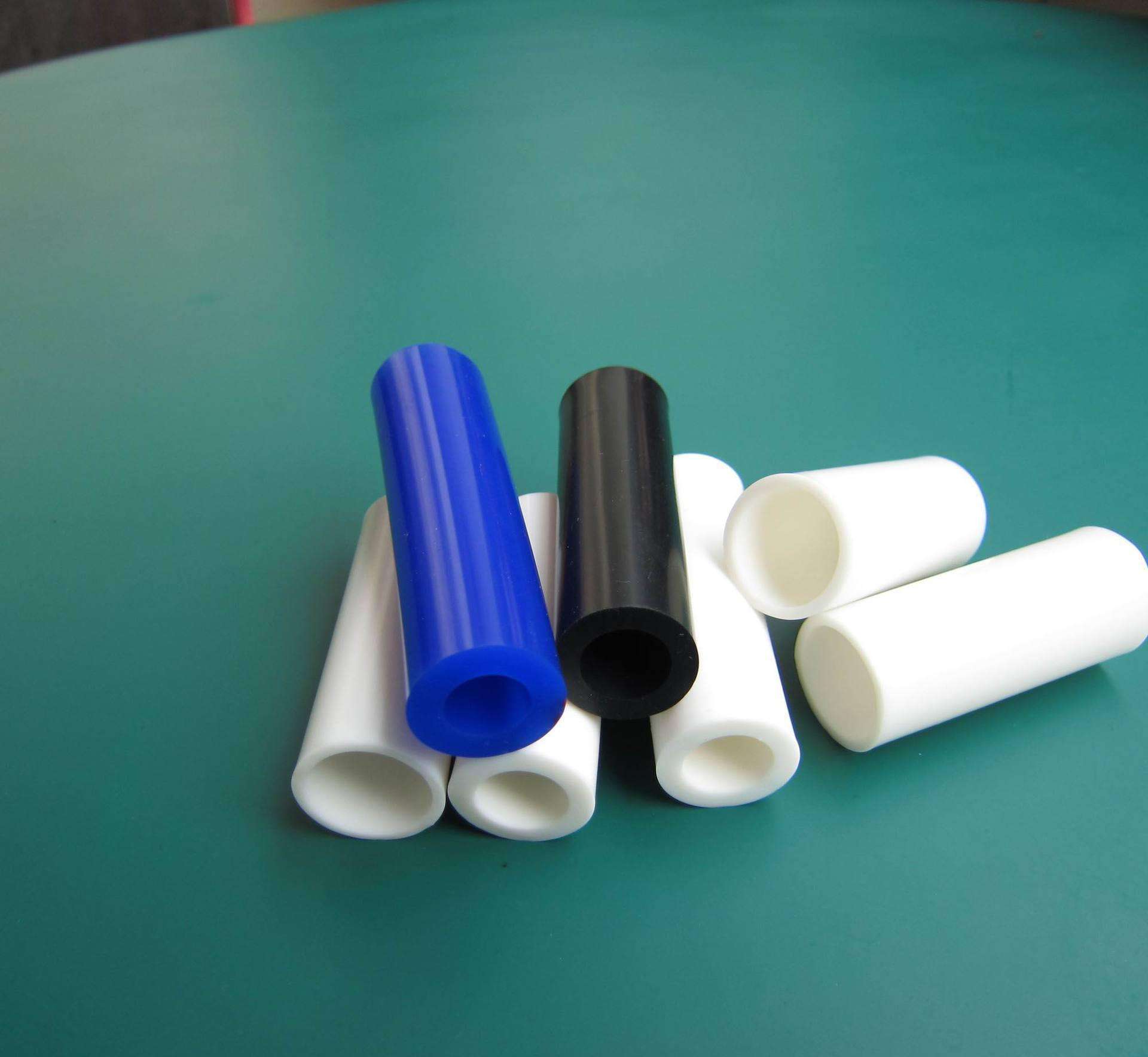
影响硅胶管公差大小的主要因素有哪些?
任何产品生产时都有公差的,这个公差与很多的因素有关。硅胶管生产也是一样的,下面就简单的介绍下影响硅胶管公差大小的主要的一些因素。
这种情况:由于机头温度的影响。
在相同的挤出条件下,如果机头温度过低,那么挤出硅胶套管的内径变大,则硅胶软管壁厚变薄;当挤出温度较高时,硅胶软管内径变小,则硅胶软管壁厚变厚。
*二种情况:由于挤出物料的熔点高低及流动性的影响。
物料的流动性能与温度有着密切的关系,随着温度的升高,物料表观黏度降低,流动性能好。当机头温度降低时,物料表观黏度较高,流动性能较差,强迫挤出使得机头压力加大,离模的管胚由于应力的解除而产生弹性回复,其膨胀程度也与之前所受压力成正比,同时物料较差的流动性使物料挤出较少,导致硅胶软管内径变大,则壁厚变薄。随着温度的逐渐升高,挤出物料在机头内流动性能得以改善,机头压力随之减小,离模管坯也因应力弹性回复量相应减少,挤出内径减小;另一方面,物料挤出量随流动性能的改善而增加,使硅胶软管管壁增厚。
*三种情况:不同的螺杆转速和牵引速度的影响。
在相同温度下,挤出的硅胶套管的管径和壁厚尺寸与螺杆转速和牵引速度有很大的关系。硅胶套管随着挤出速度的增大,它的内径会变大,管壁会变薄,机头温度越低时,这种变化就越明显。这主要是因为随着挤出速度的提高,虽然物料的黏度随剪切应力(剪切强度)的增加而降低,但由于硅胶熔体加工压力较高,伴随着挤出压力的增加,其黏度也有所提高,这时物料的流动性能在很大程度上取决于外界加热温度的大小。
1、模具温度没有达到一定的硫化温度,导致不熟。
2、硫化剂配比太少,导致硫化不完全,出现发软不熟现象。
3、硫化时间太快导致成品未硫化完全就提前出模。
4、摆放时间太久没有及时进行硫化,导致原料在模具上被烤熟现象。